咨询热线:
189 0152 2222
189 0152 2222
189 0152 2222
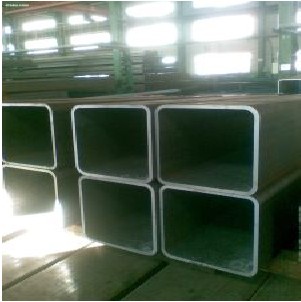
无缝方矩管电焊焊接特性分析
无缝方矩管一般在高碳钢上涂一层锌,镀锌层厚度一般为20um。锌的溶点为419°C,熔点大约为908°C。在焊接过程中,锌熔成液态,浮于溶池表面或焊接根处。锌在铁中有非常大的固溶处理性。熔化的锌将沿位错深层浸蚀焊缝金属,低熔点锌将形成“形状记忆合金老化”。与此同时,锌和铁可以形成金属材料间延性化学物质,减少焊缝金属的可塑性,在拉伸应力影响下开裂。
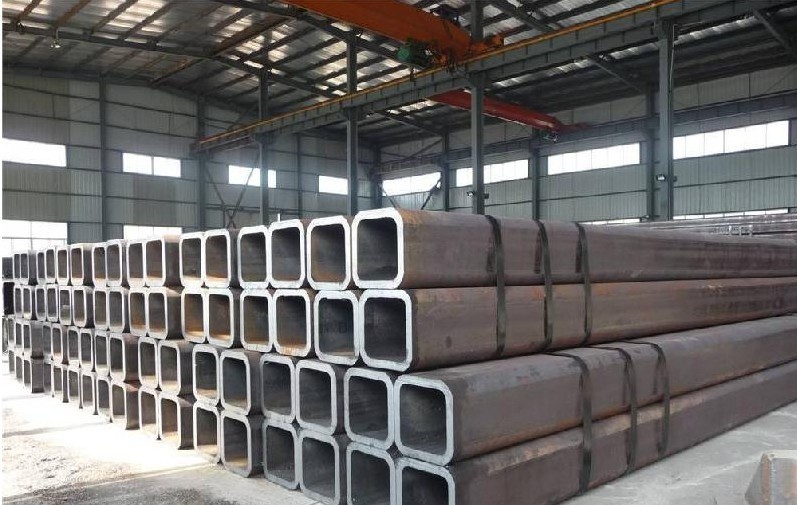
假如电焊焊接焊缝,特别是T型接头焊缝,有可能产生围绕裂痕。镀锌铁焊接过程,焊缝表面边缘镀锌层在脉冲热的影响下也会产生空气氧化、熔融、挥发,乃至挥传出冒烟和蒸气,容易造成焊接出气孔。



空气氧化所形成的活性氧化锌熔点低,超出1800°C。假如焊接过程中主要参数过小,可能导致活性氧化锌焊瘤,与此同时。由于锌成了除氧剂。造成Feo-mno或Feo-mno-sio2低熔点金属氧化物焊瘤。次之,因为锌的挥发,很多冒烟和粉尘蒸发,对人体有的刺激损害功效。因而,对接焊缝处镀层务必打磨抛光。
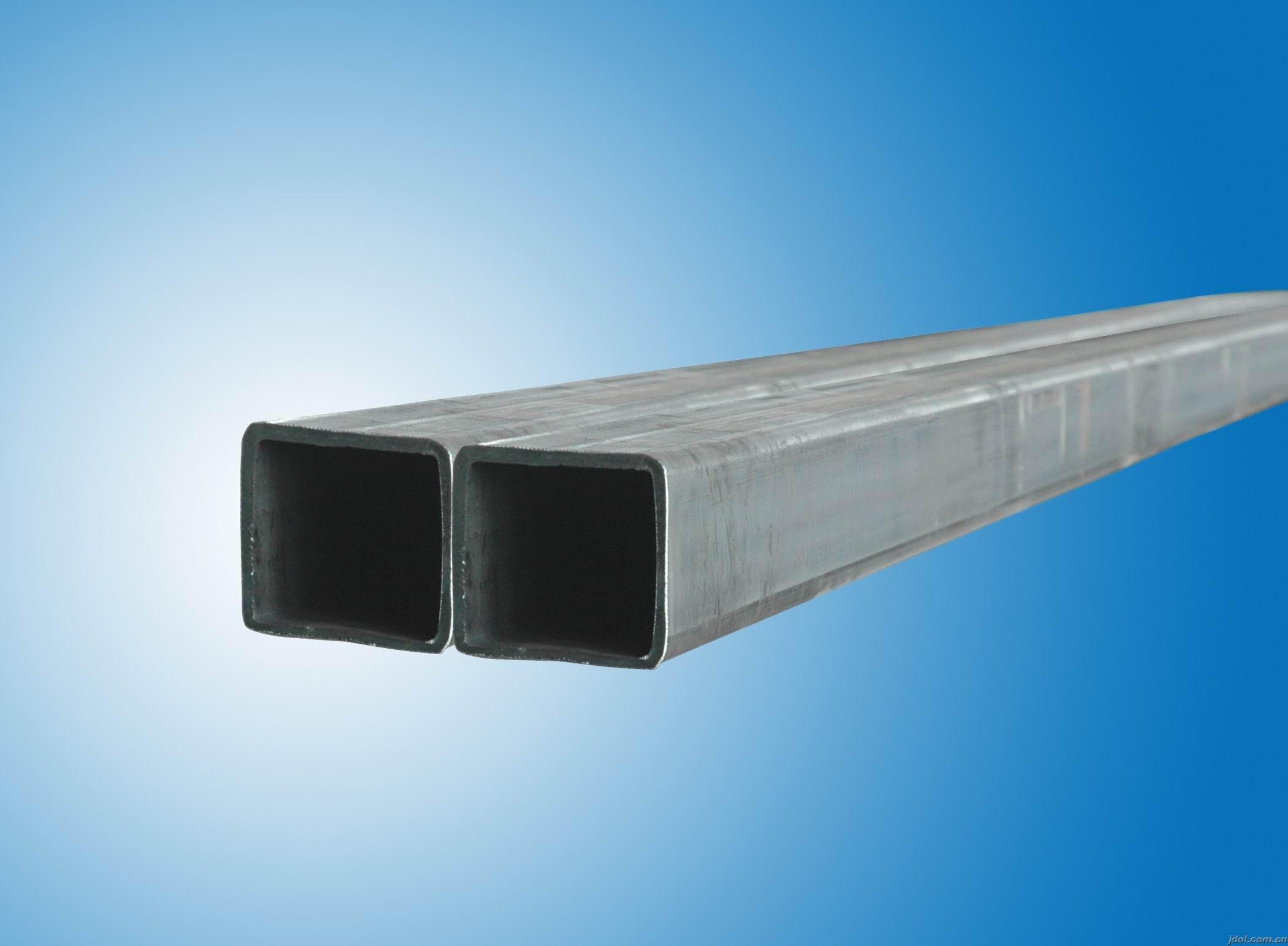
无缝方矩管热处理的关键点和注意事项
1、无缝方矩管及工装夹具热处理工艺前,应清除油污、残盐、漆料等异物;
2、在真空烧结炉内使用的工装夹具,需在不少于产品工件标准的真空值下提前做好除气净化处理;
3、热加工过程中容易损坏的产品工件需在夹具上加温。加热方式包括:一次加热800℃,二次加热500-550℃和850℃,一次加热升温速率应限定;
4、针对形状复杂或断面转变强烈、有效厚度大一点的产品工件,应进行预热;
5、有槽和埋孔的产品工件、铸造件和焊件及其加工过的不锈钢板产品工件一般不宜在渗碳炉中加温;
6、依据工件有效厚度条件薄厚(具体薄厚乘于工件形状系数),无缝方矩管的加热应有足够的升温时间;
7、马氏体不锈钢和耐磨钢无缝方矩管可以从热处理冷至常温后进行清洁、深冷处理或淬火。电焊焊接和后续热处理工艺中间时间间隔不能超过4钟头;
8、依据无缝方矩管要求和表层状况,选用酸处理、水溶清洁剂、氯有机溶剂喷砂处理、抛丸除锈等方式进行清洁;
9、校准后,需在小于初始回火温度的温度下开展清除应力退火。形状复杂或尺寸要求严格产品工件,校准后该选用定位夹具融合淬火进行校正;
10、无缝方矩管物理性能不过关时,可以进行反复热处理工艺,但反复热处理或固溶处理频次不能超过2次。无缝方矩管补充淬火不应视为反复解决。热处理状态或低温回火之后的马氏体不锈钢和耐磨钢产品工件需在反复热处理前进行预热、淬火或低温回火。
版权所有:无锡百利源钢管有限公司
热门标签:江苏方管 (65)方管 (48)规格 (46)材质 (40)生产工艺 (29)特点 (26)价格 (26)尺寸 (18)方矩管 (18)特性 (15) 更多